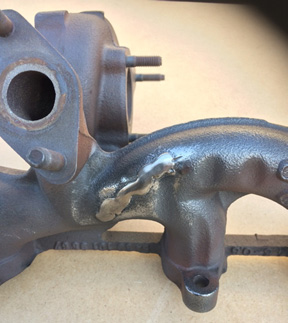
One of the most difficult aspects of the job is getting the inside of the turbo housing spotlessly clean.
This also includes all the internal moving parts and parts that are not damaged that can be reused in order to keep costs down. If these parts do show sign of damage, ware and tear, or metal fatigue we will replace them in order to prevent a second turbo failure. Provided the damage to the turbo in the first place was not caused by consequential damage. For example: contaminated oil, low oil pressure, blocked oil feed pipe, or ingestion (when the turbine or compressor wheel is hit by a foreign object).
Ordinary engine degreaser won’t remove the baked on oil and carbon deposits that have collected over the years, but having it “boiled out” in a hot solvent or caustic tank is one sure way to clean it without damaging or eroding the metal or tolerance. The Solvent also opens up all the hard to reach places. Especially the oil feed port holes that lubricate the Bearings and Thrust Bearings that provide a good strong flow of oil.